
橡膠制品成型方法有哪些
①壓延成型壓延是使物料受到延展的工藝過程。壓延成型的主要設備為三輥或四輥壓延機。三輥壓延機通過旋轉的兩輥筒的壓力來實現。當膠料通過輥筒間隙時,在壓力作用下延展成為一定斷面形狀的膠條,或在織物上實現掛膠的工藝過程。一般用于膠料的壓片、壓型,紡織物和鋼絲簾布等的貼膠、擦膠以及膠片與膠片、膠片與掛膠織物的貼合等作業。
壓延過程包括的基本工序有:混煉膠的預熱與供膠;紡織物的導開與干燥(有時還有浸膠);膠料在四輥或三輥壓延機上的壓片或在紡織物上掛膠以及壓延半成品的冷卻、卷曲、裁斷、放置等。
在進行壓延前,需要對膠料和紡織物進行預加工,膠料進入壓延機之前,先將其在熱煉機上翻煉,這一工序稱為熱煉或稱預熱,目的是提高膠料混煉的均勻性,進一步增加可塑性,提高溫度,增大可塑性。為提高膠料和紡織物的黏合性能,保證壓延質量,需要對紡織物進行烘干,含水率控制在1%~2%,含水量過低,紡織物變硬,壓延中易損壞,含水量過高,其黏附力差。
②壓出成型又稱擠出成型,壓出成型常用設備是橡膠擠出機,工作原理與塑料擠出機相似。物料經過擠出機料斗進入料筒,通過料筒和旋轉螺桿之間的作用,膠料邊受熱塑化,邊被螺桿向前推送,連續通過機頭并借助于口型模而制成各種復雜截面形狀的制品或半制品,如輪胎的胎面膠、內胎胎筒、純膠管、膠管內外層膠及電線和電纜的外皮等。
③注射成型橡膠的注射成型是將混煉過的漿料通過加料裝置直接從機筒注入模型硫化的生產方法,與塑料注射成型相類似。采用注射成型,成型周期短、生產效率高、勞動強度小、產品質量高。主要用于生產密封圈、減振墊和鞋類。
橡膠注射成型工藝流程包括喂料、塑化、注射、保壓、硫化、出模等。六模膠鞋注射機成型示意圖,先將預先混煉好的膠料經料斗送人機筒,在螺桿旋轉的作用下,膠料沿螺旋槽推向機筒前端,膠料在沿螺旋槽前進過程中,由于激烈攪拌和變形,加上機筒外部加熱,溫度很快升高,可塑性增加,當膠料到達機筒前端后,注射缸前移使機筒前端的噴嘴與模型的澆口接觸,然后注射缸注膠,膠料經噴嘴注入模腔并保壓一段時間,在保壓過程中,膠料在高溫下進行硫化階段直至出模,系統進入下一個注膠階段,并循環往復地進行下去。
上一篇:橡膠擠出機齒輪泵系統的組成部分
下一篇:通用橡膠機械有哪些
返回相關資訊
 平行雙螺桿使用時需要遵循哪些原則呢? 2022-07-28
平行雙螺桿使用時需要遵循哪些原則呢? 2022-07-28 雙合金螺桿的優點是什么? 2017-05-24
雙合金螺桿的優點是什么? 2017-05-24 雙合金螺桿的價格貴嗎?廠家來報價! 2024-09-23
雙合金螺桿的價格貴嗎?廠家來報價! 2024-09-23 如何提高機筒螺桿的耐用性?掌握這四個方法! 2024-03-28
如何提高機筒螺桿的耐用性?掌握這四個方法! 2024-03-28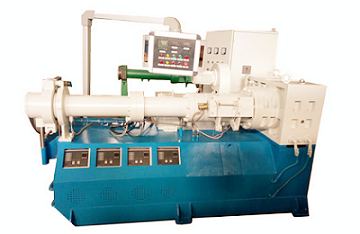 橡膠擠出機與硅膠擠出機有何區別? 2019-03-20
橡膠擠出機與硅膠擠出機有何區別? 2019-03-20 橡膠擠出機螺桿的幾何參數很重要? 2016-08-09
橡膠擠出機螺桿的幾何參數很重要? 2016-08-09 注塑機螺桿上的粘料如何去除?小編來支招! 2023-12-07
注塑機螺桿上的粘料如何去除?小編來支招! 2023-12-07 錐形雙螺桿機筒的材料,規格,參數與工藝 2016-08-09
錐形雙螺桿機筒的材料,規格,參數與工藝 2016-08-09 冷喂料橡膠擠出機的作用是什么? 2018-10-30
冷喂料橡膠擠出機的作用是什么? 2018-10-30 冷喂料螺桿的優劣標準可以用什么來衡量? 2022-01-05
冷喂料螺桿的優劣標準可以用什么來衡量? 2022-01-05